Шлифование коленчатых валов
Износ шатунных шеек по окружности не равномерный. Тело шейка изнашивается больше со стороны, обращенной к оси коленчатого вала.
На шатунную шейку действует сила, возникающая в результате давления газов и передаваемая через шатун на шейку, а также центробежная сила инерции от массы шатуна - поршня, отнесенной к вращающимся частям. В результате действия этих сил шейка нагружается и изнашивается больше со стороны, обращенной к оси вращения коленчатого вала.
Изношенные шейки исправляют операцией «шлифование шатунных и коренных шеек» на специальных кругло-шлифовальных станках, оснащенных специально для шлифовки шатунных шеек — центросместителями для уравновешивания коленчатого вала. Для уменьшения нарушения параллельности осей коренных и шатунных шеек, коленчатые валы шлифуют, начиная с шатунных шеек, при этом строго выдерживается (не меняется при переходе на следующую группу шатунных шеек) радиус кривошипа.
Шлифование шатунных шеек отличается от шлифования коренных тем, что число оборотов вала подбирают в зависимости от его длины и веса. Это вызвано тем, что при вращении коленчатый вал, смещенный от оси вращения на расстояние, равное радиусу кривошипа, прогибается в сторону, противоположную оси вращения. На этих станках при установке перед шлифовкой шатунных шеек, коленчатый вал уравновешивается противовесами станка и контролируется манометром гидравлического привода передней бабки станка. Усилие поджима задней бабки регулируется гидравликой и контролируется стойкой с индикатором, что сводит к минимуму величину прогиба коленчатого вала от прижима задней бабкой. Длинные валы шлифуются обязательно с применением люнетов.
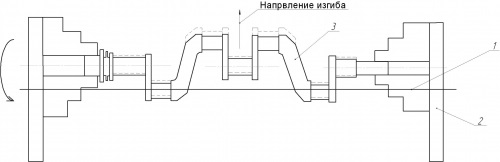
Изгиб коленчатого вала при шлифовке шатунных шеек.
1 — ось центров станка; 2 — узел смещения центров на ось шатунных шеек; 3 — коленчатый вал.
При шлифовании коленчатых валов необходимо выполнить такие Технические Требования:
Радиальное биение коренных шеек не более 0,005 мм. - Элипс конус поверхности шеек не более 0,005 мм.
Радиус галтелей измеряется радиусомером (шаблоном) и должет быть не менее чем на новых коленчатых валах и формируется при правке абразивного круга специальным приспособлением. Шероховатость поверхности галтелей должна быть не ниже шероховатости поверхности коренных и шатунных шеек и равна не ниже Ra 0,2 мкм (по старой классификации не ниже 9 класса).
Паралельность осей шатунных и коренных шеек должна сохраняться в пределах 0,1 мм на 1000 мм длинны (параметр выдерживается технологически техническими возможностями оборудования).
Одинаковый размер радиуса кривошипа (соответствующий параметрам нового коленчатого вала).
Прогиб оси коренных шеек до 0,005 мм, а для коленчатых валов тягачей, карьерных ДВС прогиб согласно технических требований производителя.
При изгибе оси коленчатого вала от 0,15 до 1 мм коленвал рихтуют.
Наша компания выполняет шлифовку коленвала качественно и в срок. У нас работают специалисты с много летним опытом шлифовки коленвалов. Шлифовку коленвала, в Киеве и Украине, Вы можете заказать по контактному номеру телефона.

Наш адрес:
г. Киев, ул. Победы 18
Наш телефон:
Моб. Тел.: +38(066)932-84-27
![]()
График работы:
Пн. - Пт.: с 8:00 до 17:00