Хонингование цилиндров БЦ
Окончательная, финишная механическая обработка рабочей поверхности гильзы цилиндра осуществляется посредством хонингования.
Хонингование цилиндров БЦ — это финишная обработка резанием, которая осуществляется алмазными брусками, которые помещены в специальных держателях для инструмента и крепятся в хонинговальной головке.
При хонинговании совмещаются вращательное и возвратно-поступательное движения инструмента, благодаря чему создается характерная сетка (хонинговальная сетка), как следствие перемещения алмазных зерен по винтовой линии.
Хонингование дает возможность эффективно исправлять погрешности формы и поверхности цилиндров БЦ, таких как: конусность, седлообразность, бочкообразность, волнистость.
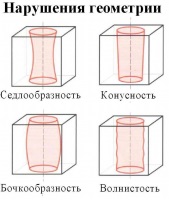 Нарушения геометрии цилиндров БЦ
Нарушения геометрии цилиндров БЦ
При выполнении операции на оборудовании мы получаем результаты: размер цилиндра, на установленной производителем длине цилиндра, выдерживается с точностью 0,005мм.
Шероховатость поверхности после хонингования выдерживается строго от вида топлива:
для бензиновых двигателей Rz=3...6мкм, Ra=0,6...1,0мкм;
для дизельных двигателей Rz=4...8мкм, Ra=0,8...1,2мкм;
Шероховатость можно измерять с помощью специального инструмента — профилографа, которые помимо значений шероховатости Rz, Ra дает возможность посмотреть и напечатать диаграмму шероховатости поверхностей дефектуемого цилиндра. Помимо размера, геометрии, шероховатости цилиндра, важный параметр который контролируется - это угол хонинговальной сетки. Угол хониговальной сетки находится в пределах 30..80° что соответствует рекомендациям ведущих производителей ДВС. Мы выдерживаем и параметры угла задаваемые Заказчиками. Проверка угла осуществляется при помощи пленки-трафарета для измерения угла хонингования.
Финишный переход обработки цилиндра хонингованием это — кранцевание (плосковершинное хонингование). Это операция которая создаёт опорную поверхность для поршня и колец, снимая острые вершины микронеровностей, позволяет получить процент вскрытого шарообразного, пластинчатого графита, на поверхности чугунного цилиндра (гильзы цилиндра), не ниже — 20%, что соответствует качеству мировых лидеров производителей двигателей внутреннего сгорания.
Подведем итог.
Механическая обработка цилиндров (гильз цилиндров) выполненых из чугуна включает в себя востановление следующих параметров:
Размер цилиндра (по осям X-Y) с допуском +0,005мм;
Геометрию цилиндра ( по осям) с допуском +0,005мм;
Шероховатость поверхности;
Угол хонинговальной сетки;
Процент вскрытого шарообразного, пластинчатого графита; Параметр выведен и проверен иследованием:
- возможности оборудования;
- качество инструмента;
- качество специальной СОЖ (смазывающе-охлаждающей жидкости);
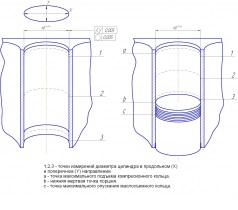 Схема измерений диаметра цилиндра
Схема измерений диаметра цилиндра

Наш адрес:
г. Киев, ул. Победы 18
Наш телефон:
Моб. Тел.: +38(066)932-84-27
![]()
График работы:
Пн. - Пт.: с 8:00 до 17:00